Jul 13, 2020
![[LONG FORM] Is your manufacturing planning optimal?](https://7375691.fs1.hubspotusercontent-na1.net/hub/7375691/hubfs/Blog%20Media/ManufacturingBlog.png?width=640&name=ManufacturingBlog.png)
As a manufacturing business, you probably have an existing solution that enables you to set your inventory levels, plan your manufacturing, suggest raw materials and components you need to order to support your manufacturing process.
In our experience, you probably have one of the following solutions:
- An Excel spreadsheet with a set of formulas that you have developed over time that is driven by data feeds from your ERP system
- A report or set of reports developed to complement your ERP or
- You use the native functionality in your ERP system
BUT
- you are still experiencing stock-outs and
- feel like you have too much inventory while
- spending an excessive amount of time creating and producing your purchasing and manufacturing plans
In this article
NETSTOCK Customer challenges with Excess and stock-outs
Bill of materials, demand streams and raw materials
Future manufacturing plans and short and long term capacity
As Henry Ford once said, "If you always do what you've always done, you'll always get what you've always got." Isn't it time to look at your current processes and see if there is a better way to improve your inventory performance and make your planning process more efficient?
29% of NETSTOCK customers say that their number one inventory issue was stock-outs.
When you run out of stock, you run the risk of losing sales. If you continue to run out of stock on key products, you might lose the customer entirely, which will significantly impact on your sales revenue.
26% of NETSTOCK customers say that excess stock was their biggest problem.
Excess stock is rather insidious because it has a double whammy.
Imagine a manufacturing facility where there is constrained capacity. If you are making something where there is already enough stock, then essentially you are making excess stock and utilizing much-needed capacity for items that are potentially running out of stock.
Consequently, you incur the cost of excess inventory as well as lost sales.
45% of NETSTOCK customers say the amount of time and effort they had to put in to construct data to do their planning was significant
Time spent compiling data and reviewing numerous reports means that less time is spent on ensuring the best possible order is produced.
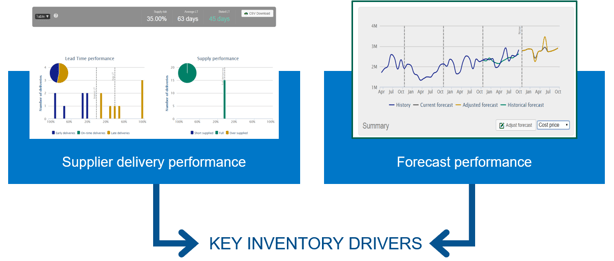
Whether you are a distribution or manufacturing business, certain fundamentals will drive your inventory process. Let's explore these fundamentals:
If your vendors (these could be an external vendor, a manufacturing facility, or a distribution center) always deliver on time and in full, and you could predict what your customers were going to take and when they were going to take it, planning inventory would be simple.
Planning in manufacturing starts by defining the planned requirement at the finished product level. Only once we have that, can we start looking at the component level planning and demand dependencies. In consequence, at a finished product level, all you need to do is match the supply and demand. The only thing causing you to hold inventory would be minimum manufacturing runs, MOQ's from external vendors, or trying to fill containers (if you are importing from overseas).
In reality:
- vendors deliver late and short supply, and
- we under forecast demand
In both of these situations, we run the risk of running out of stock.
The reverse is also true:
- vendors deliver early and over-deliver and
- we over forecast demand
In both of these situations, we run the risk of creating excess stock.
Consequently, to optimize your inventory, you need to have a tool that automatically monitors these two risk factors and uses this data to dynamically adjust your safety or minimum stock levels to cater to these demand and supply variations.
In any organization, we find constant pressure from finance to reduce inventory, while marketing and sales are continually trying to inflate the inventory to ensure that stock-outs leading to lost sales are minimized.
Without a coherent realistic inventory policy, which balances the cost of inventory against the cost of stock-outs and lost sales, most companies will be like a rudderless ship, constantly oscillating between periods of significant excess and substantial stock-outs.
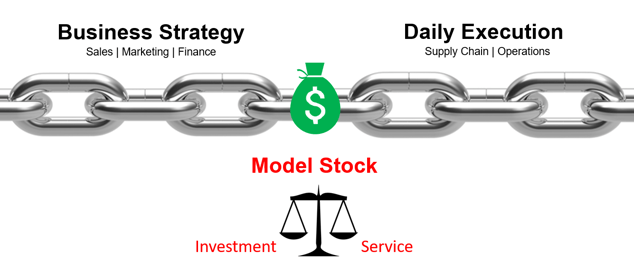
Consequently, we need a platform that enables us to set inventory policy, balancing the cost of capital against the cost of lost sales while covering the inventory risk.
NETSTOCK classifies your products in a nine-block grid by considering each item's contribution and unit movement profile.
.png?width=621&name=classification%20(1).png)
Consider an item that sells a large number of units, but the overall contribution to sales value is small. For a manufacturing environment we look at the manufacturing demand requirement into the future to find that product's space on the same matrix.
For an item like this, you could afford to order three or even four months of stock at a time and target a 99.99% fill rate. This will ensure that you never run out, but at the same time, you are not inflating your inventory because the value of stock for these items is small.
In essence the policy you have now implemented for these items will lead to:
- Reduced orders - by ordering significant days of cover you reduce the numbers of orders you need to place over a year
- Improved fill rate - By targeting a high fill rate, you never run out of these products that are always in demand
- Minimal impact on inventory - As the items are low-value significant days of cover still only add a small amount to the overall inventory
By classifying products and then setting the appropriate inventory policy, you can balance your investment in inventory while achieving the desired fill rate target.
Let us now look at factors that are unique to the manufacturing industry.
- You have one component that goes into many different finished goods, and the demand needs to be exploded from finished products down to raw materials.
- You have a product that you sell and that you use in the manufacturing process i.e. a product with multiple demand streams.
- If you have constrained capacity then during seasonal demand periods the manufacturing facility is not able to keep up. Consequently, you might need to manufacture ahead of the season to ensure that you cope with those peak periods.
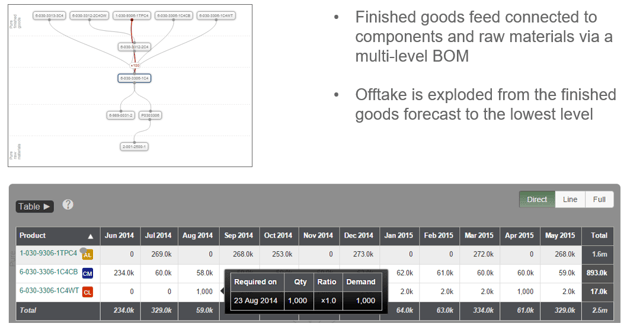
Bill of materials
In the example below, we see a component of a bill of materials that goes into many finished goods, but it is also a sub-assembly made up of two raw materials. The demand from the finished product can be seen as dependent demand against the component in the table below.
There is a requirement to manufacture 1000 finished goods on the 23rd of August, which creates a demand against the component of 1000 (the ratio of the finished good to the component is one to one in this example, but of course could be any ratio).
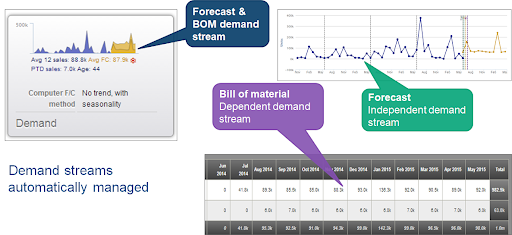
Multiple demand streams
NETSTOCK automatically creates forecasts for every item using several sophisticated forecasting algorithms. The system provides the capability to amend these forecasts at an item or group level. In this example, we have dual demand streams as follows:
- Item forecast plus,
- Dependent demand from a BOM explosion
Raw Materials
You might have a raw material that goes into many finished goods. If you run out of stock of that raw material, this will impact the ability to manufacture many of the finished products.
This could have a significant impact on your sales as well as disrupting your manufacturing plans. Consequently, you never want to run out of key raw materials, but at the same time, you do not want to overstock these products either.
NETSTOCK automatically tunes the levels for these critical raw materials/components, taking into account:
- Supplier delivery performance
- Variability of finished goods demand forecasts
- Length of the lead-time
- Minimum ordering constraints and
- Target fill rate
to ensure that the optimal level of stock is held for these key items.
Future Manufacturing plans
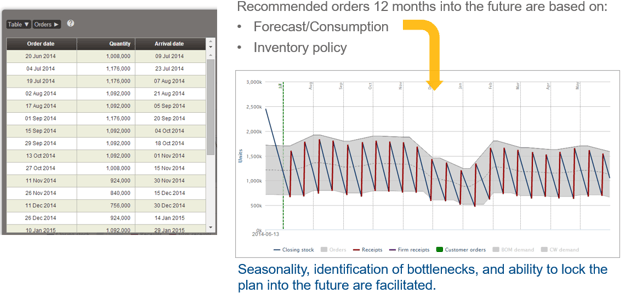
NETSTOCK creates an ideal profile of inventory that you need to hold for every finished product. It then creates a manufacturing plan into the future for the next 12 months, by day, on a rolling 12-month basis. In the example shown below, you can see a manufacturing recommendation suggesting a planned replenishment every two weeks because it has been set up to order about two weeks' worth.
The suggestion shows what quantity to plan and when it should arrive in stock. In this example, we can clearly see the seasonal demand. As the plan is graphically shown, it is easy to identify bottlenecks, so that you can move production forward if required to ensure you don't get overwhelmed during peak periods.
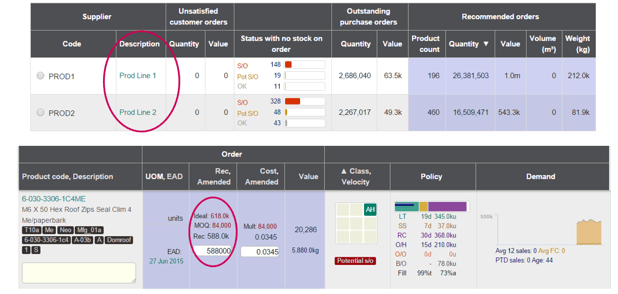
Capacity short term
As we can summarize data in NETSTOCK, by any grouping available in your ERP, you can see where the bottlenecks will occur by production line or work center and adjust your plans accordingly.
Capacity long term
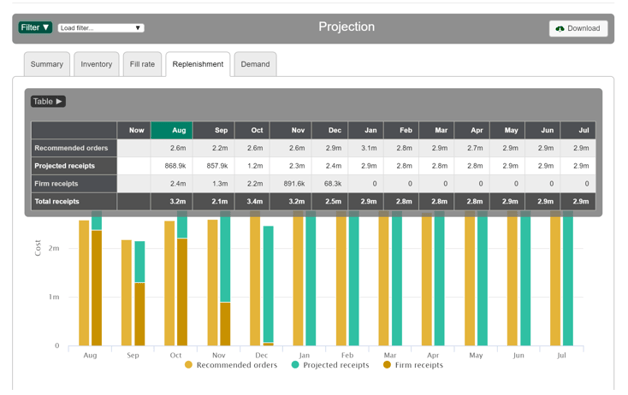
Finally, you need to ensure that you have a long-range view of your capacity. In the example below, you can see a view for the next 12 months. This view is shown in monetary terms, but of course, you could look at it in volume or weight or production hours.
You can see that the recommended plan on this specific production facility is varying into the future, and the peak would be in January. If 2.6 million was your capacity constraint, you are okay from August to October, but you will start having problems after that point.
In consequence, you may need to start making some additional stock ahead of the peak period or add extra shifts.
Taking all these factors and anomalies into account, you can quickly see that trying to manage your inventory in a manufacturing environment is extremely complex and not something that can be done easily in a spreadsheet.
If your current processes and systems do not support or handle the complexities we've discussed, now is the time to explore alternatives. Get in touch with a NETSTOCK inventory consultant and we can unpack this together.

Article as seen on Inventory Advisor
Written by Andy Hiscox
